- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Proces řezání a broušení substrátu
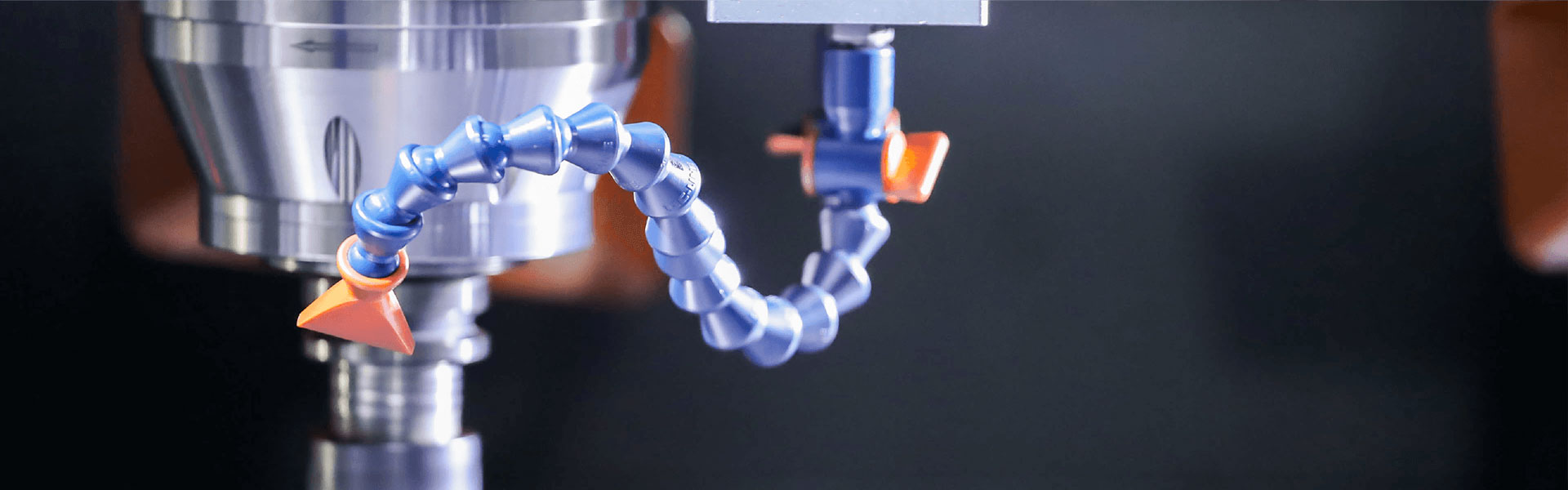
Substrátový materiál SiC je jádrem čipu SiC. Výrobní proces substrátu je: po získání krystalového ingotu SiC prostřednictvím růstu monokrystalu; poté připravujeSiC substrátvyžaduje hlazení, zaoblení, řezání, broušení (ředění); mechanické leštění, chemické mechanické leštění; a čištění, testování atd. Proces
Existují tři hlavní metody růstu krystalů: fyzikální transport par (PVT), vysokoteplotní chemická depozice z par (HT-CVD) a epitaxe v kapalné fázi (LPE). Metoda PVT je v této fázi hlavní metodou pro komerční růst substrátů SiC. Teplota růstu krystalu SiC je nad 2000 °C, což vyžaduje řízení vysoké teploty a tlaku. V současné době existují problémy, jako je vysoká hustota dislokací a vysoké krystalové defekty.
Řezání substrátu řeže krystalový ingot na plátky pro následné zpracování. Způsob řezání ovlivňuje koordinaci následného broušení a dalších procesů substrátových destiček z karbidu křemíku. Řezání ingotů je založeno především na maltovém vícedrátovém řezání a řezání diamantovou drátovou pilou. Většina existujících SiC destiček je řezána diamantovým drátem. SiC má však vysokou tvrdost a křehkost, což má za následek nízkou výtěžnost plátků a vysoké spotřební náklady na řezání drátů. Pokročilé otázky. Doba řezání 8palcových waferů je přitom výrazně delší než u 6palcových waferů a vyšší je také riziko zasekávání řezných čar, což má za následek pokles výnosu.
Trendem vývoje technologie řezání substrátu je řezání laserem, který vytváří upravenou vrstvu uvnitř krystalu a odlupuje wafer z krystalu karbidu křemíku. Jedná se o bezkontaktní zpracování bez ztráty materiálu a bez poškození mechanickým namáháním, takže ztráta je nižší, výtěžnost je vyšší a zpracování Metoda je flexibilní a tvar povrchu zpracovávaného SiC je lepší.
SiC substrátbroušení zahrnuje broušení (ředění) a leštění. Proces planarizace substrátu SiC zahrnuje především dvě procesní cesty: broušení a ředění.
Broušení se dělí na hrubé broušení a jemné broušení. Hlavním řešením procesu hrubého broušení je litinový kotouč kombinovaný s monokrystalickou diamantovou brusnou kapalinou. Po vyvinutí polykrystalického diamantového prášku a polykrystalického diamantového prášku je roztokem pro jemné broušení karbidu křemíku polyuretanová podložka kombinovaná s jemnou brusnou kapalinou podobnou polykrystalickému. Novým procesním řešením je voštinový leštící kotouč kombinovaný s aglomerovanými brusivy.
Ředění je rozděleno do dvou kroků: hrubé broušení a jemné broušení. Je převzato řešení probírky a brusného kotouče. Má vysoký stupeň automatizace a předpokládá se, že nahradí technickou cestu broušení. Řešení procesu ředění je efektivní a ředění vysoce přesných brusných kotoučů může ušetřit jednostranné mechanické leštění (DMP) pro leštící kroužek; použití brusných kotoučů má vysokou rychlost zpracování, silnou kontrolu nad tvarem povrchu zpracování a je vhodné pro zpracování velkých plátků. Ve srovnání s oboustranným zpracováním broušením je ředění jednostranným procesem zpracování, což je klíčový proces pro broušení zadní strany oplatky při epitaxní výrobě a balení oplatek. Obtížnost prosazování procesu ředění spočívá v obtížnosti výzkumu a vývoje brusných kotoučů a ve vysokých požadavcích na výrobní technologii. Stupeň lokalizace brusných kotoučů je velmi nízký a náklady na spotřební materiál jsou vysoké. V současné době okupuje trh brusných kotoučů především DISCO.
K vyhlazení se používá leštěníSiC substráteliminují povrchové škrábance, snižují drsnost a eliminují napětí při zpracování. Dělí se na dva kroky: hrubé leštění a jemné leštění. Leštící kapalina oxidu hlinitého se často používá pro hrubé leštění karbidu křemíku a leštící kapalina oxidu hlinitého se většinou používá pro jemné leštění. Leštící kapalina na bázi oxidu křemíku.



