- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Jak vyrobit grafitové tyče?
Lisování, izostatické lisování a vytlačování tyčí jsou tři nejběžnější způsoby výroby grafitových tyčí, podobné těm, které se používají pro vytváření grafitových trubek.
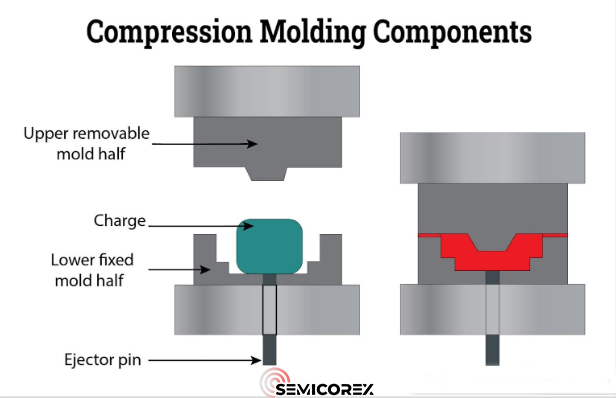
Lisování lisováním
Lisování je proces používaný pro tvarování materiálů do určitého tvaru. Při tomto procesu se materiál nejprve předehřeje a poté se umístí do otevřené vyhřívané formy. Forma je poté uzavřena a natlakována zátkovým členem, jak materiál měkne. Díky kombinaci tlaku a tepla se materiál přizpůsobí tvaru formy. Materiál se poté ponechá ve formě, dokud nevytvrdne a nezíská požadovaný tvar.
Vytlačování tyčí
Proces vytlačování tyčí je standardní technikou používanou pro lisování. Zahrnuje zahřívání grafitové suroviny spolu s požadovanými přísadami v násypce, dokud se neroztaví a nestane se tekutým. Roztavená surovina je pak protlačována průvlakem ve tvaru trubky. Pažba po vychladnutí nabývá velikosti a tvaru matrice. Jakmile dostatečně vychladne, uvolní se z formy jako pevný tvar.
Izostatické lisování
Izostatické lisování je metoda tváření, která aplikuje tlak rovnoměrně ze všech směrů. Proces zahrnuje umístění grafitové substance do vysokotlaké zadržovací nádoby a její natlakování pomocí inertního plynu, jako je argon. Jakmile je grafit uvnitř, nádoba se zahřeje, což zvýší tlak a způsobí, že se grafit vytvoří tímto způsobem.
Izostatické lisování za tepla (HIP)
Izostatické lisování za tepla (HIP) je výrobní technika, která umožňuje konsolidaci prášku a současné dokončení dvoufázového procesu tradičního tváření a slinování práškovou metalurgií. Tato technika se také používá pro odstranění vad odlitků, difúzní lepení obrobků a výrobu tvarově složitých dílů. Inertní plyny, jako je argon a čpavek, se běžně používají jako média pro přenos tlaku a součásti jsou baleny do kovu nebo skla. Proces typicky funguje při teplotách v rozmezí 1000 až 2200 °C, přičemž pracovní tlak je typicky mezi 100 až 200 MPa.
Izostatické lisování za studena (CIP)
Izostatické lisování za studena je nákladově efektivní způsob výroby dílů, když nelze ospravedlnit vysoké náklady na lisovací nástroje nebo když jsou vyžadovány extrémně velké nebo složité výlisky. Tento proces je široce komerčně využíván pro lisování široké škály prášků, včetně kovů, keramiky, polymerů a kompozitů, za použití lisovacích tlaků v rozmezí od méně než 5 000 psi do více než 100 000 psi (34,5 - 690 MPa). Prášky se lisují v elastomerních formách buď za použití mokrého nebo suchého pytlového procesu.
Předchozí:Co je to difuzní pec?



