- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Jak se vlastně vyrábí keramická elektrostatická sklíčidla?
Tradiční metody upínání plátků zahrnují mechanické upínání běžně používané v tradičním strojním průmyslu a voskové spojování, které mohou snadno poškodit plátek, způsobit deformaci a kontaminovat jej, což významně ovlivňuje přesnost zpracování.

Jak se vakuová sklíčidla vyvinula a proč jsouKeramické elektrostatické sklíčidloPreferovaný?
Postupem času byla vyvinuta vakuová sklíčidla vyrobená z porézní keramiky. Tato sklíčidla využívají podtlak vytvořený mezi křemíkovým plátkem a keramickým povrchem k uchycení plátku, což může způsobit místní deformaci a ovlivnit rovinnost. Proto v posledních letechkeramické elektrostatické upínače, které poskytují stabilní a rovnoměrnou adsorpční sílu, zabraňují kontaminaci plátku a účinně kontrolují teplotu křemíkového plátku, se staly ideálními upínacími nástroji pro ultratenké pláty.
Jak probíhá výrobní procesKeramické elektrostatické sklíčidloProvedeno?
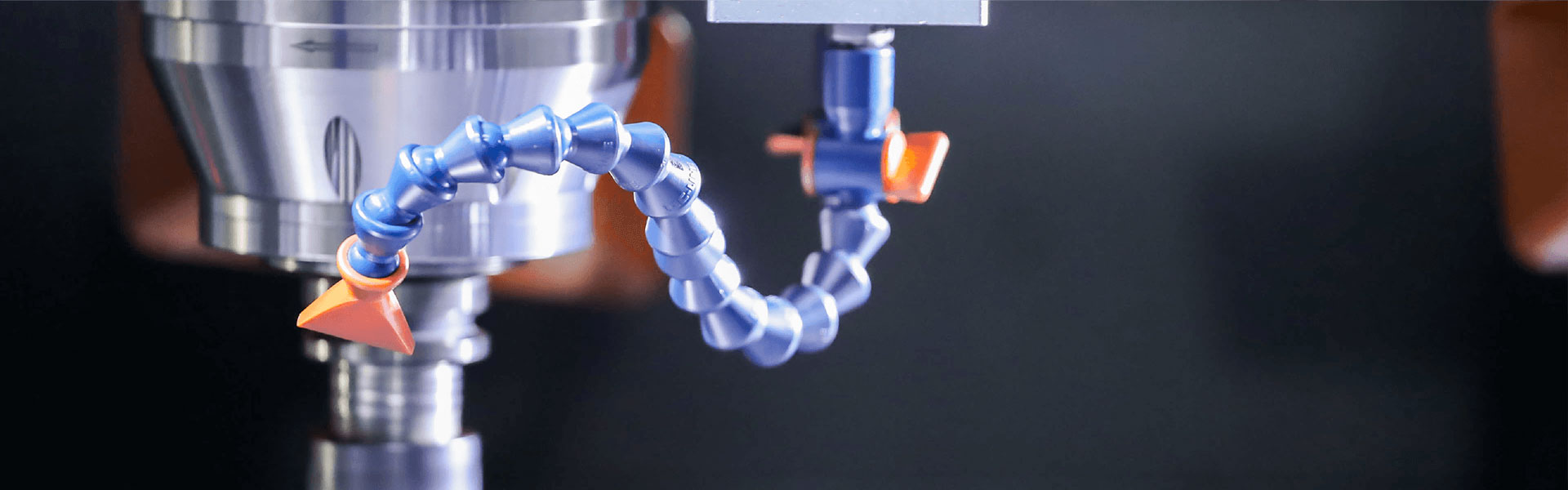
Obecně se používá vícevrstvá technologie společného vypalování keramiky, která zahrnuje procesy, jako je odlévání pásky, krájení, sítotisk, laminace, lisování za tepla a slinování.
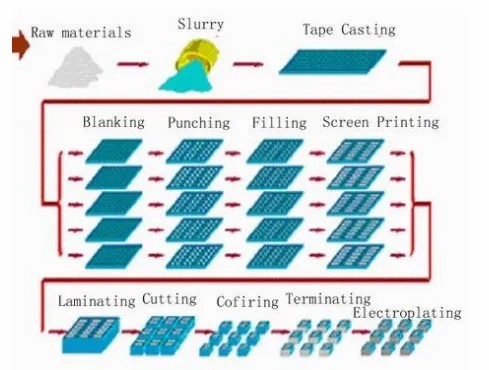
Pro typ Coulombelektrostatické upínačedielektrická vrstva neobsahuje vodivé materiály. Zahrnuje smíchání keramických prášků, rozpouštědel, dispergačních činidel, pojiv, změkčovadel a slinovacích pomocných látek za účelem vytvoření stabilní suspenze. Tato kaše je poté potažena pomocí stěrky, vysušena a nakrájena na keramické zelené listy specifické tloušťky. Pro typ JRelektrostatické upínače, jsou přimíchány další nastavovače měrného odporu (vodivé materiály), aby se dosáhlo požadovaného odporu vrstvy J-R, následuje odlévání pásky za účelem vytvoření zelených plátů.
Sítotisk se primárně používá pro přípravu elektrodové vrstvy. Na jeden konec sítotiskové desky se nejprve nalije vodivá pasta. Působením stěrky na sítotisk vodivá pasta prochází otvory síta sítotiskové desky a ukládá se na substrát. Proces tisku je dokončen, když stěrka rovnoměrně rozprostře stříbrnou pastu přes síťovinu.
Zelené keramické desky se skládají v požadovaném pořadí (vrstva substrátu, vrstva elektrody, vrstva dielektrika) a počtu vrstev. Poté jsou slisovány dohromady za specifických teplotních a tlakových podmínek, aby vytvořily kompletní zelené těleso. Je důležité zajistit, aby tlak byl rovnoměrně rozložen po celém povrchu surového tělesa, aby bylo zaručeno rovnoměrné smrštění během lisování.
Nakonec celé surové těleso podstoupí integrované slinování v peci. Musí být stanoven vhodný teplotní profil, aby byla zajištěna kontrola rovinnosti a smrštění během procesu slinování. Uvádí se, že japonský NGK dokáže řídit míru smrštění prášku během slinování na přibližně 10 %, zatímco většina domácích výrobců má stále míru smrštění 20 % nebo více.**
My v Semicorex máme zkušenosti s poskytováním řešení Keramické elektrostatické sklíčidloajiné keramické materiálypoužívá se v polovodičových a fotovoltaických sektorech, pokud máte nějaké dotazy nebo potřebujete další podrobnosti, neváhejte nás kontaktovat.
Kontaktní telefon: +86-13567891907
E-mail: sales@semicorex.com
Předchozí:Výroba čipů: Procesy tenkého filmu



